
随着新能源汽车、便携式电子设备和储能系统的大规模应用,锂电池作为关键的能源核心,其性能、安全性和可靠性已成为影响产品质量和用户体验的关键因素。在此背景下,“锂电池综合测试设备”应运而生,成为锂电池制造、品控和研发环节中不可或缺的检测工具。那么,这类设备究竟具备怎样的功能?如何在实际应用中保障锂电池的品质?
一、为什么需要锂电池综合测试设备?
锂电池虽然具有高能量密度、长循环寿命和低自放电率等优点,但也存在热失控、短路、容量衰减等潜在问题。这些隐患一旦未能在出厂前被检测出来,将可能造成设备故障甚至安全事故。
相比于单一性能测试设备,锂电池综合测试设备能够实现对电池从基础电性能到安全性能、环境适应能力等多维度参数的全方位检测。无论是研发阶段的性能验证,还是生产线上的质量控制,它都扮演着核心的质量“守门员”角色。

二、锂电池综合测试设备的主要功能模块
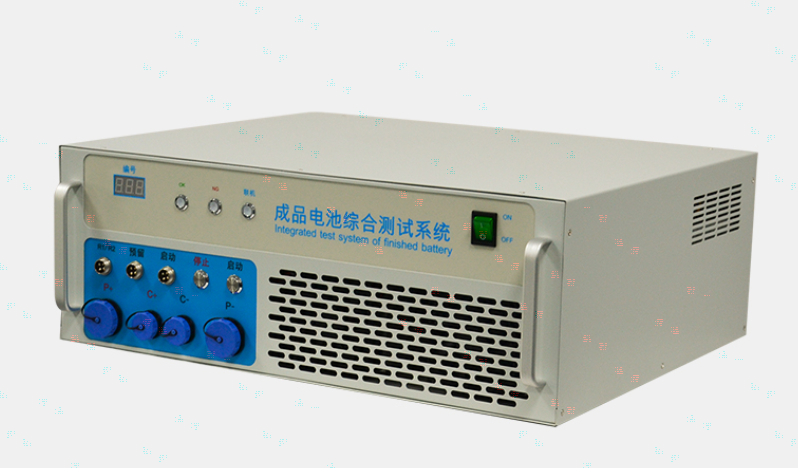
1. 电性能测试模块
这是最基础也是最核心的部分,主要包括:
充放电测试:模拟电池在不同工况下的工作状态,测试其容量、倍率性能等。
内阻测试:判断电池的导电性能和健康状况,内阻过高通常是电池老化或质量问题的信号。
开路电压测试:评估电池电压一致性,保障电池组搭配使用时的稳定性。
循环寿命测试:通过多轮充放电模拟电池使用周期,预测电池衰减趋势和寿命。
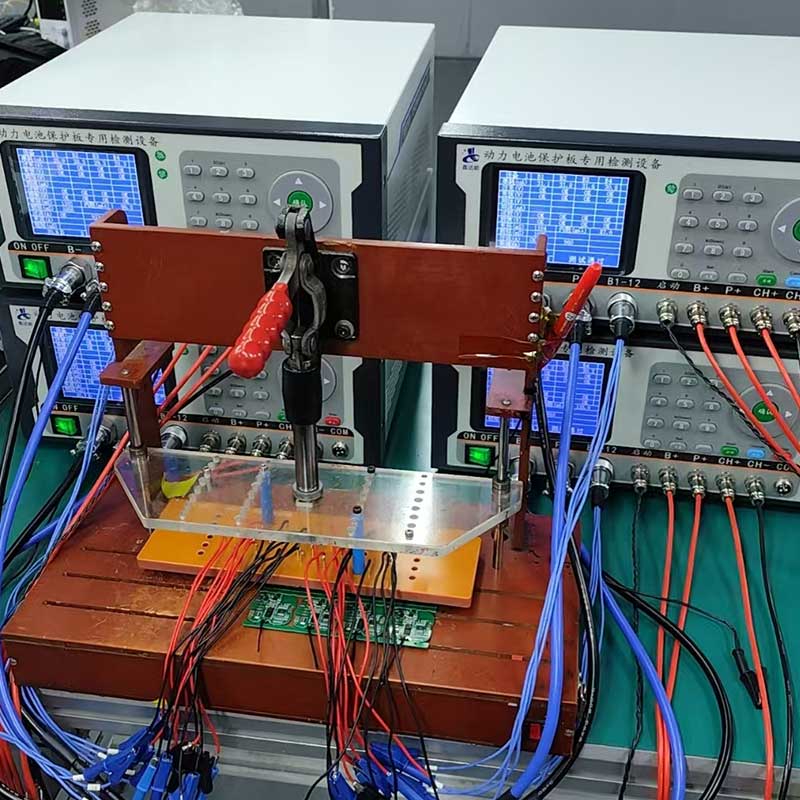
2. 安全性能测试模块
该模块用于模拟极端情况,以检验电池对温度、电压、电流等的耐受能力:
过充、过放保护测试
短路保护测试
过流、过温保护功能检测
3. 通讯协议兼容模块
特别针对**含有BMS(电池管理系统)**的智能电池,综合测试设备通常需要兼容主流通信协议(如SMBus、CAN、RS485),以读取和验证BMS数据的准确性与通信功能的正常性。
4. 高温/低温环境模拟模块(可选)
用于测试电池在极端气候条件下的性能表现,是军工、户外、航天类电池研发的重要测试维度。
三、锂电池综合测试设备在实际应用中的典型场景
1. 研发阶段
企业研发新型电芯或结构时,需进行大批量参数实验,分析不同材料与工艺下电池的性能表现,借助综合测试设备,研发人员能迅速获得完整数据支撑。
2. 生产与品控阶段
在生产线端,综合测试设备被部署为自动化检测单元之一,对每一批电芯或成品电池进行例行检测,确保其质量稳定性与一致性。
3. 售后服务与筛选检测
综合测试设备还被用于售后检测和回收电池分级评估,如动力电池梯次利用之前的状态筛选、退役电池残值评估等。
四、综合测试设备的技术优势分析
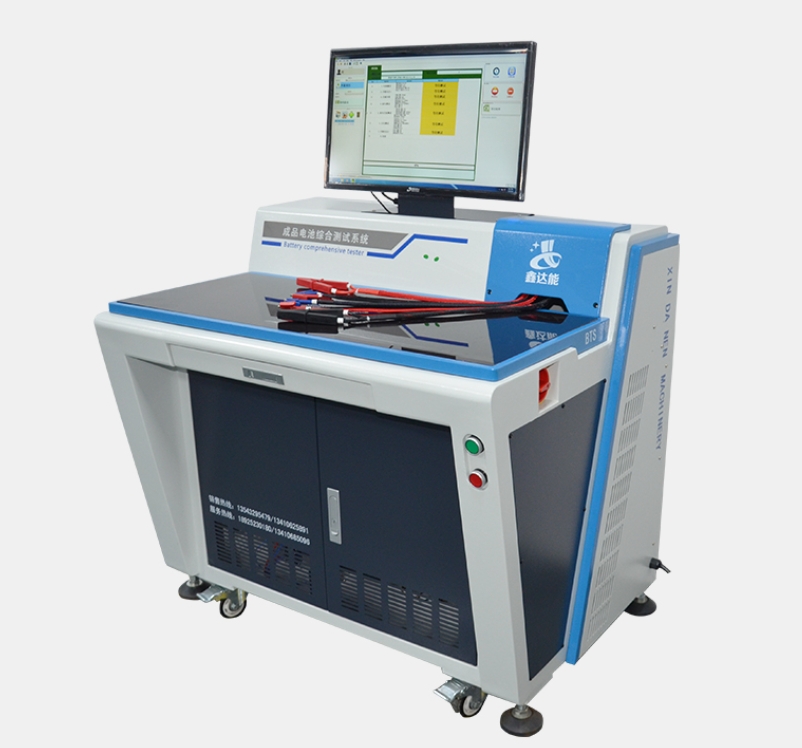
1. 高度自动化与数据集成
现代锂电池综合测试设备支持与MES系统(制造执行系统)无缝对接,实现自动识别条码、自动上传数据、自动筛选不良产品等功能,大大提升生产智能化水平。
2. 精度与响应速度并重
高精度电压电流采样系统确保测试结果稳定可靠;快速响应电流变化能力,模拟动态负载行为,让电池在更贴近实际应用的环境中接受检验。
3. 多通道并发测试能力
为适应批量生产的高节奏需求,多数综合测试设备支持多个通道并发运行,可同时检测几十甚至上百颗电芯或电池包,极大提升产线检测效率。